
I receive frequent questions from readers explaining their situations where they manufacture and buy plastic parts in China, then perform a quality inspection before shipment who get “passed” status, and then get their products becoming defective after a few months or weeks of use.
They usually don’t understand how is it possible to get such situation whereas they had performed a quality control operation via a Pre-Shipment Inspection before shipment. They usually tell me they have checked the quality of their product being made of plastic parts before shipment and everyhing was fine. Quite often, they are confused ! If it is your case, then keep reading.
I have the chance to work as a manufacturing consultant in Shenzhen and quality consultant in China on special mission for some customers. I have already realized several mission related to plastic part quality issue.
Hene, I will (partly) explain in this post why and how quality issues may occur on plastic parts even months after production. This article focus particularly on while those quality issues were not detected during quality inspection before shipment.
1./ Procurement mindset and strategy
Many buyers and importers adopt the simple mindset of buying product in China in the same way they buy products in a supermarket: they buy something and they don’t care how their product is made. I would say, it is fine to adopt this attitude when you are a final customer buying a product in a supermarket because in this case if you have a problem with your product then the supermarket refund you no question asked. Worst case scenario, the supermarket will not refund you and your loss will be relatively low because you purchased only one product.
However, if you are an importer, you are in a totally different situation: there is low chance your chinese manufacturer will refund you with no question asked (and quite often, it become endless discussion). Second, if you generate a loss due to quality issue, chances are those losses will be leveraged on scale due to imported quantities which are usually based on medium and high volumes.
For this reason, an importer should not behave in term of purchasing the same way they behave for purchasing an item in the supermarket: the quality related risk have to be managed much more tightly. To manage properly a production, you need to understand how a product is made: what are the characteristics and parameters which influence the output of every process, and which give opportunities to weaknesses and quality issues.
2./ Plastic part making is similar to make waffle “illusion”
If you want to manufacture clean and reliable plastic parts (both in terms of structure and in terms of appearance), plastic injection become a complex process. This is not just the act of loading a plastic press with plastic resin and then pushing a button to melt the resin into a tool in order to generate a plastic part.
Many people believe plastic injection is as easy as making waffle. Yes, filling a plastic injection machine and pushing a button is not complicated, and if you don’t care too much about part appearance and reliability, you may potentially achieve to make some plastic parts which can be acceptable for some type or market. If you are manufacturing gifts or promotional with a price tage below 0.5 USD and when the estimated product life of this product is less than 6 months, then plastic parts can afford to be so so.
However, if you are considering to manufacture a consummer or industrial electronic product with high pricing where the product life is supposed to be 3+ years, then you are in a different situation: you absolutely want to avoid getting claims from your clients and want to avoid getting recall situation. It would directly impact your business: both in term of brand image damages, and in extra hassle to correct this problem after your product to be shipped, worse even customers being delivered (which directly impact your margin and net profit).
Below, is a non-exhaustive list of causes related to plastic part quality issues occuring weeks or month after production, and where problems may come from:
a./ Aging and stress test simulation undone during plastic part engineering
Normally, when a mechanical engineer or an industrial designer design a product, he will perform risk analysis on the structure of the product. He usually do it by identifying potential questioning points and by performing test simulations. A common technich is to perform a FMEA (Failure Mode Effect Analysis) on design and engineering.
Usually, he will simulate part interactions under stressed environment using CAD software. The software will calculate stress and will indicate risky area (sometime even giving recommendation about how to modify the design of the concerned area to improve the part). The mechanical engineer do it to identify the limit of use of the product but also for simulating aging over the time.
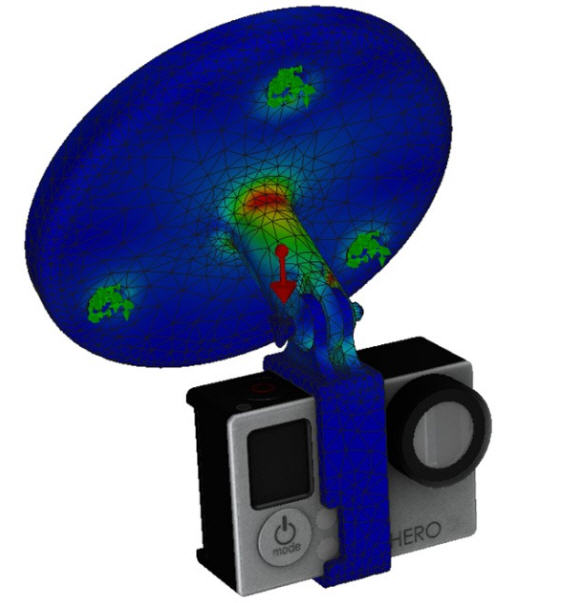
Below are a few stress simulation analysis example performed on plastic part. You can see the software indicate where are the “dangerous” area (in red) of the part and where some consideration in reinformance should be made.
 |
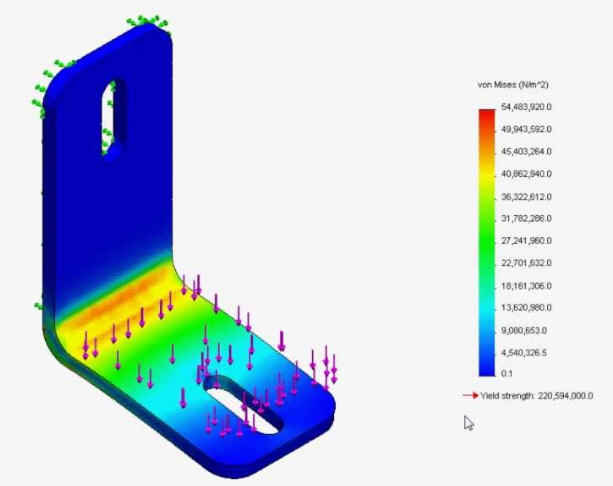 |
| Stress simulation on plastic part structure during engineering and product development. It allows to locate accurately the weak area and to reinforce them |
|
 |
|
| Animated stress simulation showing deformation and weak area. | |
I am sure you know that when you take a flight, the aircraft structure has been simulated for hundred thousand of hours before entering into production. No serious manufacturer would take the risk to produce a sensitive product with risk of failure.
Normally, when you design a product using plastic part, you will also perform simulation (at a lower level than for an aircraft of course). If you are careful professional and not a wannabe you will not skip the simulation phase. If you skip it, then there is a chance your product may occure failure after a certain number of hour of usage, and it is particularly disturbing if the defective part may cause user safety concern.
I have seen many manufacturers in China who have capabilities to design mechanical parts but where their designers have absolutely no clue how to perform a CAD simulation to verify aging and stress limit. Quite often, the factory would say : « We have tested by ourself by pulling, pushing or dropping the product, and it didn’t break ». I am a cartesian engineer who don’t believe in the reliability of those empiric testing method made by hand. This is a too much unreliable testing method to analyse and test a multi parameters influence on a mechanical part. For me, a proper process is to simulate first on CAD and then to double confirm it with physical testing. Doing only a « hand drop testing » is an amateur way to perform failure analysis simply because the testing method is too much “randomized”.
Another advantage of those CAD simulation is they will test based on material used to create the part. You can indeed test the reaction of your part under different plastic material type, brand, and grade.
Many local chinese engineer don’t perform simulation before moving to production. Designing part is not very difficult (I even can do it myself in few minutes), but simulating properly an assembly to avoid a part to break within 1 000 000 cycle use is another story and it can takes actually longer in the process than designing the part itself. I have seen many manufacturer skiping this phase simply because people they empoy are not real engineer but are CAD designers or drafters.
Hence, when you choose a supplier, make sure their CAD designer is capable to perform simulation (and to perform it properly), and not just performing part design.
If you want to avoid this kind of issue you better work with an engineering company to make the engineering of your product and then turn to a manufacturer to perform mass production. I also recommend the engineering company to follow up on manufacturing order and my next paragraphs will explain why.
a./ Plastic resin reference not being respected during manufacturing
As I mention previously, choice of plastic material, brand and grades have importance. If you have simulated some stress and aging under an ABS DL200H material from Sabic, but then your plastic injection company change it to a polypropylene, then your part will not behave as expected under stress and aging considerations.
More complex even, if the simulation was performed on a ABS DL200H from Sabic, and your plastic part manufacturer change it to an ABS PA-747 from Chimei for production, then their mechanical and thermic constraints being different will make your part aging and stress response totally different. I just checked with those company the cost of their product: one kilogram of ABS DL200H from Sabic is just twice the cost of one kilogram of ABS PA-747 from Chimei.
 |
 |
| ABS plastic Sabic DL200H | ABS plastic Chimei A 747 |
A common trick in China is to replace plastic material brand and grade (rarely material) by another brand or by another grade. Manufacturer, assuming the buyer is just unskilled about plastic injection and knowledge, will simply perform substitution without letting know its client. This allow to lower the cost and increase profit by performing changes which the client is not really aware of. The client will not see any difference at the inspection time and will pay the goods for shipment. They will see the difference only a few weeks or months after the product has been used extensively by the final user.
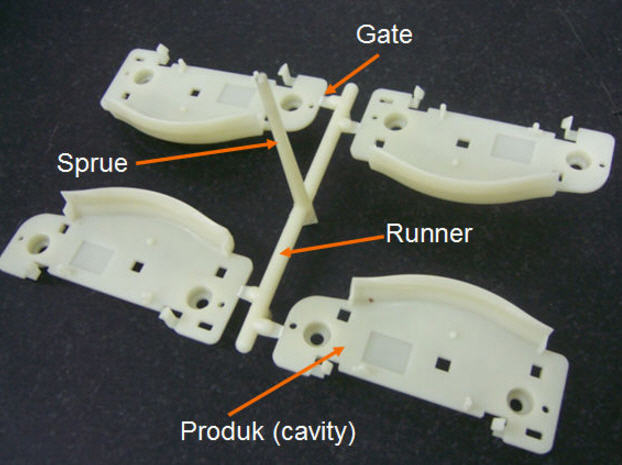
Another trick I see from plastic injection manufacturer is to mix original resin with recycled plastic (got by regrind process). It is very common in the plastic injection industry to mix brand new resin with recycled plastic part to save on cost because regrind plastic is usually coming from waste (runner and sprue). This is happening particularly on black or dark plastic parts because the waste are usually on color so contrary to injecting a transparent part, when mixing the new black resin with the regrind plastic you can not see it has been mixed.
 |
 |
| Runner and sprue are waste and are usually recycled to be reused as regrinded resin | Regrinding machine is loaded with plastic waste (typically runner, sprue and defective parts) |
 |
 |
| Here you can see resin granulate shapes are all roughly the same shape (uniform) between each other | |
 |
| Here you can see resin are mixed with virgin resin and regrind resin. Arrow show the regrinded plastic |
Thermoplastic have some characteristics indicated by plastic resin manufacturer. Those characteristics are valid under the conditions of having the resin being injected within conditions and only once (it is called an hysteresis cycle). If you take an already injected plastic (the regrind here) and you inject it again, then plastic material will not react as validated by the manufacturer.
b./ Plastic resin injected improperly during manufacturing
Each plastic resin have properties for injection. Normally, the plastic resin data sheet will indicate the injection conditions in some way (injection speed of the resin into the mould, ideal temperature of mould to receive injection, back pressure, etc… To obtain the result you have previously simulated in your CAD software (which used as reference for its calculation the parameters of the data sheet provided by plastic resin manufacturer) you will have to inject your plastic in the same conditions.
If, for example, you inject at different temperature, then you are not respecting the data sheet requirement who are dictated by the plastic resin manufacturer (who know its plastic product better than anybody else).
 |
|
| Datasheet of plastic resin indicating ideal injection condition (Extracted from Sabic DL200H datasheet) | |
 |
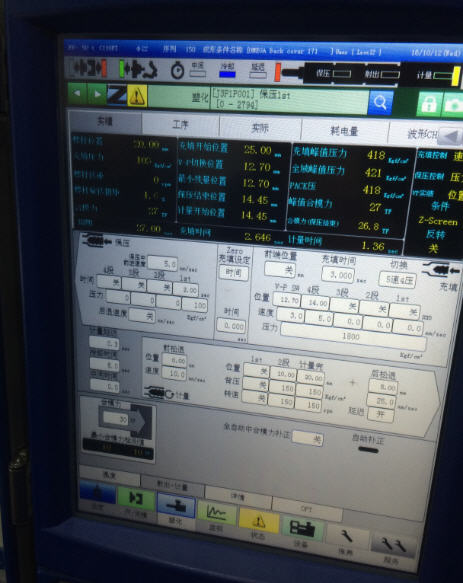 |
| Plastic injection press user interface allowing to control parameters of the press (temperature, pressure, injection speed, etc…) | Plastic injection press parameters User Interface where you can check parameters are respected |
Your plastic injection supplier may have the best and newest machine in the world, if they have no real understanding of data sheet and thermo plastic engineering, then it is a spot available for mistakes and problems. When auditing a manufacturer in China for plastic injection process, make sure to audit the production manager skills who set the machine.
Ask them this simple question: « How do you decide the temperature of injection for your plastic part ? » . If they reply : « We test only by trying and hoping with trial run » then you may understand they don’t really have a technical approach. Trying is acceptable only for final refinement but not for initial starting. Many importers are relying on their plastic injection manufacturer without asking too much because they don’t know themselves.
It worth mentioning that each plastic part, due to different shape complexity may need some trying and hoping process at the refinement stage. I don’t deny, there is a part of « art » in the process to achieve a perfect surface on a part and to avoid some marks or irregularity in the process. Nevertheless, a technical and scientific approach with respecting processes the must at the beginning of any plastic injection operation.
I have seen many factories who inject plastic part without understanding anything to the recommendation of the data sheet. They test and try most often.
c./ Resin taking humidity during manufacturing (particularly in China)
A common issue on plastic part are cracking occurring after several month that the plastic part get shipped. Strangely, the part was perfect at the production time and the inspection didn’t reveal any issue. However, after 4-6 months, some area of plastic (particularly the one submitted to stress) are starting to crack. How is it possible ?
Well a very common cause of this symptom is the presence of water molecul into plastic part at microscopic level which increase volume under temperature variation. If you had already fully filled a glass bottle of water and placed into freezer, you will know that a few hours later your glass bottle will explode because the water with temperature freezing make its volume increase too, so breaking the glass bottle.
It is the same for plastic part: if some water molecules are jammed between plastic molecules then at temperature variation its volume will increase and will crack surrounding plastic area. Now, you are going to ask me, but how come this water was placed into plastic ?! And here is the point: in China (and particularly in south of China) air is very humid, hence it contain water particules in suspension.
Now, normally when you inject plastic parts, you should dry up the plastic resin at a certain temperature and for a certain period before injecting it. To do so, professional plastic injection manufacturers will have some devices placed on the plastic injection press to perform this operation : a hopper dryer (picture below). This hopper dryer as it named mention it, dry the plastic resin in a confined environment. Normally, the plastic injection manufacturer should respect the data of how long to dry and at which temperature to dry, so it can remove a substantial part of the humidity in the plastic resin.
 |
If the plastic injection manufacturer doesn’t have a proper functioning hopper dryer on its plastic injection press or if he decide to skip or modify the drying process before injectio to cut cost, then you have high chances to get your plastic parts to be injected with water in it.
 |
 |
| Hopper dryer present to dry the plastic material | No hopper dryer to dry the plastic material |
Conculsion
Plastic injection process is not a simple process. Instead it require some expertise, engineering and process understanding. There are many parameters which can influence the output of the quality of a plastic part: engineering, process respect, equipment
Today, I can tell you there are still even some big brands who still have issue of quality related to plastic material and I am still amazed such problem appear on their product whereas those companies sales turnover are above a billion USD.
Never stop learning about how your product is manufactured, and go deep in understanding it, it can help you to control your product quality issues.
Have you had any problem with plastic part quality in the past ? Feel free to share your comment.

Leave a Reply