
You have been performing product development (design, engineering, prototyping) and are ready to flood the market with your newly created product. Your plastic injection tooling has been made. You are thiking “let’s go making 5000 pieces” as I need to supply my customers quickly.
But wait ! Have you done a first pilot/trial run already before entering into mass production ?
If not, then I invite you to read what’s come next and the reasons why you should perform a first pilot run also called trial run before going full speed on mass production.
A pilot run is typically a mini mass production: instead of making 5000 pieces straight away, you will make 100, then 500 to see how the production goes. If it goes well, then you will make 5000 pieces or more. You can see it like a testing production.
This pilot run is quite often neglected and skipped by importers being in rush to deliver their customers. Yet, it remains one esential phase at the beginning of mass prodution phase.
Here are the few reasons why you should perform a pilot run before launching your full mass prodution :
Mass produced product is never perfect the first time.
Yes, you read it well. You may have anticipated, simulated, tested, try to think about everything etc… the Murphy law will make that something may not be perfect even you have attempted to cover everything you could. You will discover and get surprise on your production which you didn’t expect.
It can be anything:
1./ Tooling correction and adjustment
You may think that tooling being done, normally it should not be modified anymore ! Well, let me tell you that I have rarely seen a plastic injection tooling being done in once and never been modified. Quite often some tiny little tolerances might make your tooling having the need to be reworked very slightly, and it takes time to do so. So if you have told your client you would deliver him on D date , you are going to be delayed anyway.
Type of correction which may happen are particularly related to tolerances on dimensioning. This is particularly true if your product is waterproof and require a particular closing with resistance and strength constraints because a tiny gap will make water infiltrate so accuracy on such parts is absolutely essential.
Sometimes, adjustement has to be done on materials being processed. You wanted to use a plastic brand A but finally find out you need to change it to brand B because mass production reveal that it break too easily during assembly process. Then your tooling might need adaptation because even a same plastic type from different brand may influence tooling parameters and dimensionning (think about shrinkage coefficient).
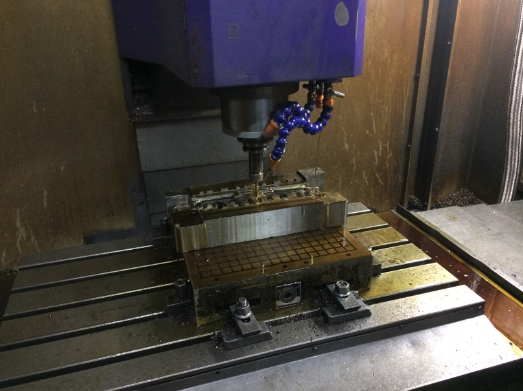
Reworking a tooling may take a few days, and testing the correction done also a few days based on your plastic injection manufacturer, so you can count easily 7 – 10 days for each modification. Most of time, correction are made with an EDM machine which is used to dig into the steel
2./ Assembly and manufacturing technics adjustement
Since assembly was never processed before on your order, you may discover some particular issue during manufacturing which will make your production to be slow at least the first time.
Normally, when you manufacture a product you attempt to make this manufacturing to be safe, efficient and quick so that the production rate is optimized and the product cost remain as cheap as possible. However, on the first prodution your production manager may launch a production and will discover some difficulties the workers have to perform certain step process or tasks. For example, the part configuration may make a certain process (screwing, gluing or assembly two parts together) to be difficult to perform, hence it needs adjustment or adaptation so it can be made quicker.
I particularly remember one of our production where it was required to add a silicone seal extremly small (less than 2mm) around a screw thread being 2mm high on 1 mm thick. Our workers had difficulty to perform this action quickly and efficiently because the part was very tiny, hence difficult to pick and manipulate.
It took us a few days to find out that some special machine/tool are existing to place the screw vertically automatically so it can be picked easily and directly with an electric screw driver (See picture of the machine below, you fill it with screw and it will autmatically extract screw one by one in the vertical up position so you can pic it very easily)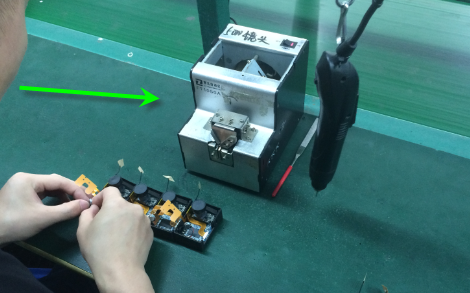
Sometimes, special tools are purchased or created by the production manager just to help workers to process operations faster.
3./ Testing tools adjustment
Similarly to assembly, if your product require to be tested according to a certain set of testing list you may find out some adjustment have to be performed on the testing quipment to accelerate the testing process. For example, you may want to test product by hand directly with a testing machine but a quick way to optimize the speed of this process is simply to use a jig. For example, if you need to test a PCB, you may want to power it with two wire by hand and simultaneously use a testing equipment, but by using a Jjig or a testing rack you may go much faster.
Below is a picture of one of our testing rack used during mass production to test PCBs being used with a solar panel.

4./ Spacing and logistic adjustment
Depending on where you perform manufacturing you may find out logistic and spacing issue if you are lacking space. Sometimes, manufacturing process make a lot of “in-processing” parts are accumulating (normally they should not too much if the production manager has properly dimensionned the production line), hence workers may become surrounded by parts quickly, making the production to be difficult to be managed because parts are pilling.
Pilling is not a big issue but what is an issue is if they are pilling wildly without structure
5./ Defective list establishment
As I always mention, establishing a defective list is essential as it allows to filter bad product against defective and avoid to pack and ship defective prducts. Indeed, it is easy for chinese workers to spot defects if they have a list to compare the product with the defective list. If you have no list then some defectives may be unoticed.
The pitlot run time is ideal to start listing defectives because at a small scale you can already notice defectives while not affecting a big amount of parts. So it is a good way to spot problem and establish corrective action plan and correction at low cost.
Finally
Trial/pilot run is like a buffer used to adapt your mass production to perfect. Performing a pilot run is absolutely essential
Leave a Reply